

Un butter-pad permite a los refinadores soldar nuevos termopares sobre él en lugar de hacerlo directamente sobre el tubo desnudo del horno, ya que las soldaduras repetidas dañan la integridad del tubo. Sin embargo, el solapamiento de esta soldadura afecta a la precisión de las lecturas de temperatura. WIKA realizó una serie de exploraciones IR, simulaciones CFD y pruebas para cuantificar las desviaciones de temperatura causadas por el uso de un butter-pad con termopares tubeskin.
La supervisión de la temperatura es esencial para el funcionamiento eficaz de los calentadores de combustión. Las lecturas precisas de la temperatura permiten a las refinerías operar con los tubos de los hornos muy cerca del flujo y minimizar el ensuciamiento y la coquización dentro de estos tubos.
La forma más eficaz de obtener lecturas precisas de la temperatura del tubo del horno es utilizar termopares de superficie, que presentan ventajas frente a los pirómetros. Mediante pruebas exhaustivas, el Centro de Investigación y Desarrollo de WIKA ha verificado que las lecturas de los termopares de superficie representan con precisión la temperatura real del metal del tubo, medida por los termopares de referencia instalados.
Termopares Tubeskin, problemas de soldadura y butter-pad
Los termopares son sensores de temperatura precisos y duraderos. Sin embargo, como los termopares de piel tubular (TSTC) están sometidos a temperaturas extremas, su fiabilidad se limita a unos pocos ciclos de inactividad, tras los cuales deben sustituirse. Ése es el problema:
- Los termopares Tubeskin suelen soldarse a la superficie del tubo
- Los sensores de temperatura de repuesto deben instalarse cerca de la ubicación existente de los termopares averiados
- La metalurgia de algunos tubos no permite la soldadura tras un uso prolongado
Por lo tanto, las refinerías están limitadas en su capacidad de soldar nuevos termopares directamente en los tubos desnudos cuando fallan los termopares viejos.
Una de las formas de superar las limitaciones metalúrgicas del tubo del horno es el butter-pad. Se trata de una capa de soporte de soldadura instalada en la superficie del tubo. El nuevo termopar tubeskin se monta entonces sobre esta capa de soldadura en lugar de sobre el tubo desnudo, evitando así cualquier problema con la integridad del tubo o la necesidad de un extenso tratamiento térmico posterior a la soldadura.
Método: comprobación de la precisión de los termopares tubeskin instalados en el butter-pad
WIKA dispone de un centro de investigación y desarrollo en Houston con un calentador de 9,6 millones de BTU capaz de reproducir diversas condiciones de proceso. Esta unidad de prueba nos permite determinar la precisión de los termopares tubulares instalados en el butter-pad.
Las variables de este proyecto:

Butter-pad instalado radialmente (longitudinalmente)

Butter-pad instalado circunferencialmente (transversal)
- Material de soldadura de tamaño y grosor fijos, instalado circunferencialmente (transversalmente) o radialmente (longitudinalmente)
- Diferentes valores de emisividad de los termopares instalados mediante butter-pad
- Diferencias entre los termopares instalados directamente en el tubo desnudo frente al butter-pad
- Diferentes condiciones de funcionamiento
Termopares de referencia
Como referencia, instalamos termopares probados con precisión conocida. El peening (mediante el cual se instala un termopar en un orificio y se deforman los bordes del mismo martilleando repetidamente para fijar el termopar en el orificio) es uno de los métodos más habituales para instalar termopares de piel de tubo de referencia, ya que proporciona las temperaturas más reales. Sin embargo, el número de pruebas que teníamos previsto realizar habría requerido muchos cambios y agujeros, por lo que este método resultaba poco práctico.
Una alternativa a este método es el método de descarga capacitiva para fijar termómetros de referencia a la superficie. Probamos este método alternativo comparando sus lecturas de temperatura con las de un termopar pelado y descubrimos que la desviación media de temperatura entre ambos es de ~1,1°F (0,5°C) en diversas condiciones de ignición y proceso. Dado que esta desviación es mínima, nos sentimos seguros al utilizar el método de descarga capacitiva para soldar los termopares de referencia al butter-pad.
Nota: El calentador de combustión del Centro de Investigación y Desarrollo de WIKA es repetible con una precisión de 0,5°C (1°F), según las numerosas pruebas de referencia y perfilado realizadas en esta unidad.
Resultados de las pruebas: butter-pad sobre tubo desnudo
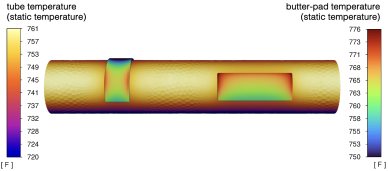
Fig. 1: Butter-pad transversal (izquierda) y longitudinal en superficie, termografía IR (haga clic para ampliar)
Antes de probar los termopares tubeskin instalados en un butter-pad, teníamos que conocer la distribución de la temperatura del propio butter-pad. Mediante un escáner de infrarrojos (IR), descubrimos que la temperatura de la superficie de soldadura es sistemáticamente unos 2,2 °C superior a la del tubo desnudo (véase la figura 1). Los resultados de las simulaciones de dinámica de fluidos computacional (CFD) coincidían perfectamente con los datos de las pruebas (véase la Tabla 1).
Tabla 1: Temperatura del tubo desnudo frente al butter-pad, termografía IR y simulación CFD
| No. | Ignición (MMBtu/hr) |
Referencia (tubo desnudo) | Butter-pad (IR) | Butter-pad (CFD) |
| 1 | 6.9 | 405.5°C | 408°C | 407°C |
| 2 | 5.9 | 390.5°C | 392°C | 372°C |
| 3 | 4.6 | 371°C | 373°C | 372°C |
La temperatura de la superficie del butter-pad era inferior a la esperada para un metal con un grosor de 0,196″ (5 mm). La exploración IR reveló un valor de emisividad de 0,67, que se corresponde con la temperatura, lo que se validó además con el modelo CFD de la configuración. Se volvió a realizar CFD, esta vez con una emisividad de 0,45 y 0,85, ambas a la máxima velocidad de encendido, para comprender el impacto de la emisividad en la temperatura de la superficie.
Como era de esperar, cuando el butter-pad es más brillante que el tubo desnudo, su menor valor de emisividad se traduce en una temperatura de superficie más fría. Lo contrario también es cierto: una superficie menos brillante (mayor valor de emisividad) da lugar a una temperatura de superficie más cálida (véase la Tabla 2).
| No. | Valor de emisividad del butter-pad | Temperatura del butter-pad* | Desviación de la temperatura del butter-pad |
| 1 | 0.45 | 390.5°C | -33°C |
| 2 | 0.67 | 407°C | -16°C |
| 3 | 0.85 | 418°C | -5°C |
*central
Curiosamente, la temperatura del butter-pad no era uniforme en toda la superficie. Más bien, la temperatura tendía a ser más alta en los bordes y más fría hacia el centro (véase la figura 2).
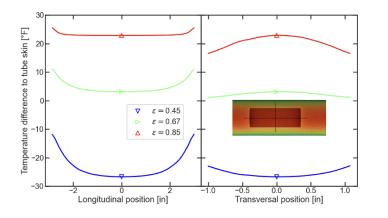
Fig. 2: Temperaturas del butter-pad en diferentes orientaciones y valores de emisividad, simulación CFD
Variación longitudinal con ε
- La variación desde los bordes hacia el centro fue más pronunciada con ε = 0,45 que con ε = 0,85.
- Variaciones máxima y mínima:
-9.4°C (entre ε = 0,67 y ε = 0,45)
-16°C (entre ε = 0,67 y ε = 0,85) - El centro es más frío que los lados para los tres valores de emisividad
Variación transversal con ε
- La variación desde los bordes hacia el centro fue menos pronunciada con ε = 0,45 que con ε = 0,85
- Variaciones máxima y mínima: 5°F (entre ε = 0,67 y ε = 0,45) 9°F (entre ε = 0,67 y ε = 0,85)
- El centro está más caliente que los lados con ε = 0,85 y más frío que los lados con ε = 0,45
La última simulación CFD se llevó a cabo para comprender el impacto de unas condiciones de ignición más calientes en la temperatura del butter-pad en comparación con la temperatura de la superficie desnuda (véase la Tabla 3).
Tabla 3: Temperaturas del tubo desnudo y del butter-pad en diferentes igniciones, simulación CFD
| No. | Ignición (MMBtu/hr) | Tubo nudo | Butter-pad |
| 1 | 6,9 [calore normal] | 426°C | 427°C |
| 2 | 12,7 [calore alto] | 538°C | 539°C |
El modelo CFD validado se utilizó para simular las condiciones de ensayo para las que se dispone de datos de ensayo de productos para la instalación de tuberías desnudas.
Resultados de las pruebas: termopar instalado en el butter-pad
Tras analizar y validar los datos anteriores, realizamos simulaciones y pruebas reales sobre el rendimiento de nuestro termopar soldado al butter-pad. Esto nos permitió comprender el impacto del butter-pad en la precisión del sensor. Los puntos de prueba de MMBtu/hora se mantuvieron iguales para mantener una base de comparación similar.
En primer lugar, probamos el producto, blindado y sin blindaje, en un tubo desnudo (véase la Tabla 4).
Tabla 4: Desviación de temperatura del termopar tubeskin sin blindaje frente al sin blindaje en un tubo desnudo
| No. | Ignición (MMBtu/hr) | Temperatura del tubo nudo | Lectura de la temperatura | Desviación de temperatura | |
| 1 | 6.9 | 425°C | termocoppia tubeskin sin blindaje | 427°C | -16°C |
| 1 | 6.9 | 425°C | termocoppia tubeskin con blindaje | 424°C | -18°C |
| 2 | 12.7 | 538°C | termocoppia tubeskin sin blindaje | 540°C | -16°C |
| 2 | 12.7 | 538°C | termocoppia tubeskin con blindaje | 533°C | −23°C |
Los datos muestran que tanto los sensores sin blindaje como los blindados son precisos dentro de los límites de tolerancia de error estándar (SLE) de los termopares, tanto para una liberación de calor normal como elevada.
En segundo lugar, probamos el producto sin blindaje y blindado instalado sobre un butter-pad. (véase la tabla 5).
Tabla 5: Desviación de temperatura del termopar sin blindaje frente al termopar con revestimiento tubular sin blindaje en un butter-pad
| No. | Ignición (MMBtu/hr) | Temperatura del tubo nudo | Lectura de la temperatura | Desviación de temperatura | |
| 1 | 6.9 | 425°C | termocoppia tubeskin sin blindaje | 436°C | -7°C |
| 1 | 6.9 | 425°C | termocoppia tubeskin con blindaje | 437°C | -5.5°C |
| 2 | 12.7 | 538°C | termocoppia tubeskin sin blindaje | 552°C | -3.3°C |
| 2 | 12.7 | 538°C | termocoppia tubeskin con blindaje | 550°C | −6°C |
A juzgar por los datos, tanto los productos sin blindaje como los blindados dan lecturas ≥20°F más altas cuando se instalan sobre un butter-pad que un tubo desnudo. Conviene recordar que los productos utilizados en estas pruebas son muy precisos cuando se instalan en tubos desnudos; los termopares menos precisos pueden experimentar una desviación de temperatura aún mayor, dependiendo de su diseño.
Para cualquier información, consulte nuestro sitio web y no dude en ponerse en contacto con nuestros expertos.